
Case study – ventilation on demand at Fosterville Mine (extract)

This is an extract from the paper presented at the International Mine Ventilation Congress 2024, co-hosted by AusIMM, UNSW Sydney and the Mine Ventilation Society of Australia.
Fully automated ventilation on demand (VOD) systems have been slow to gather momentum in Australia, despite success and advances in this technology abroad. Fosterville in Victoria is the first mine to have successfully implemented the use of heavy equipment tracking based ventilation automation (Level 4 VOD) in Australia.
Level 4 VOD utilises software and hardware automation to control secondary fans and airflow based on tagged equipment location. Plans are now underway for the introduction of Level 5 (the highest level) VOD, which features automated control of the mine's surface fans based on underground activity to further reduce power consumption while ensuring airflow compliance throughout the mine.
This article discusses the difficulties and challenges that needed to be overcome when installing this system, while providing insights on how to avoid problems with future installations. For example, Fosterville's incorporation of dual speed fans into the VOD system to reduce power consumption is a significant innovation which required changes to site hardware and third-party software to use this type of fan.
This extract describes the set up and use of Ventsim CONTROL software when connected to dual-speed fans, as well as the additional benefits experienced with equipment tagging and tracking. In the full paper data is presented on the reduction in auxiliary fan power consumption, improved environmental conditions, and reduction in re-entry times experienced after VOD was installed while showing there has been no negative impact upon production. The completion strategy to introduce level five VOD (incorporating surface fans) into the mine is also discussed and presented.
Introduction and background
Fosterville gold mine is a high-grade, low-cost underground gold mine, located 20 km east of Bendigo in Victoria, Australia. Fosterville is the largest gold producer in Victoria.
The mine is accessed via a decline and is approximately 1.35 km deep. Predominately sub-level stoping is used with cemented rock fill (CRF) and paste backfill to backfill stopes. The current projected life-of-mine (LOM) for Fosterville is approximately ten years; however, this is subject to change depending on exploration results, production rates and economic conditions.
The site senior ventilation engineer, is responsible for:
- Maintaining the primary ventilation circuit
- Life-of-mine network design and modelling
- Life-of-mine heat and refrigeration design and modelling
- Project management of short and long-term projects
As the manager of these responsibilities the site senior ventilation engineer was aware of high-power cost experienced in 2017 ($0.17 kWh) which resulted in auxiliary fan power cost approaching $3.5M per annum (pa). In subsequent years, mine power cost has reduced substantially through negotiation with power providers reducing to $0.08 kWh, however there was still room for improvement as annual auxiliary power cost for the 17 fans in this review is close to $1.6M pa.
As the need for increased energy efficiency and environmental sustainability continues to grow, so too has interest in implementation of VOD software, which, when coupled with suitable hardware, has helped to achieve these goals. Power prices, which are projected to increase before the end of 2024 by 20 per cent, place new focus on the VOD system and further gains which can be achieved with new levels of control.
VOD systems have a variety of schemes or levels of control which to date have not been firmly defined across different manufacturers. This study references the Howden Ventsim definition of VOD levels as shown below in Figure 1 (Pinedo and Torres Espinoza, 2019).
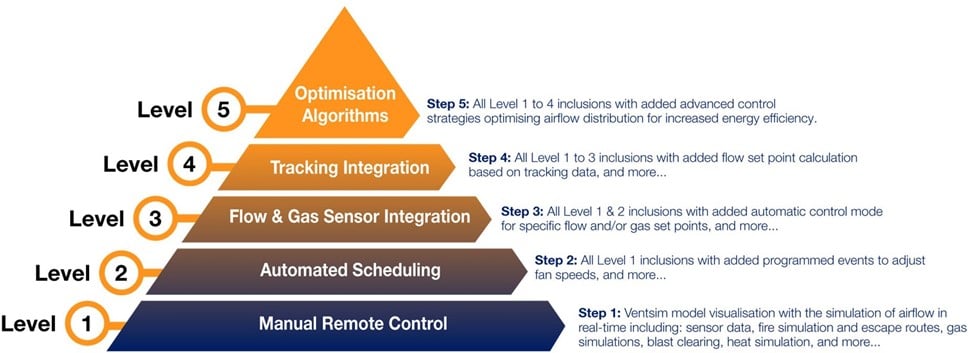
Figure 1. VOD Levels of Control (Howden Ventsim).
Planning: hardware choices for VOD
During the planning process, it was decided to use a staged approach when installing VOD. This approach would enable the success of each stage to be proved in achieving its goals, while ensuring the impact of setbacks or roadblocks which may be experienced during the installation process are reduced for future work.
The following is a list of items which Fosterville considered for implementation when installing the VOD system on-site.
Air quality stations
Six Maestro Vigilante Air Quality Stations (AQS) were chosen for installation at key return air raise (RAR) sites in the mine to measure air flowing into the exhaust and airborne contaminants in the system. Measurements at each station included the following:
- airflow velocity
- temperature – wet bulb and dry bulb
- carbon monoxide
- nitrogen dioxide.
Measurements taken by these units are relayed to the surface and displayed in the Ventsim CONTROL tables and the Ventsim model in real time from each AQS. Conditions in blasted areas, which were often inaccessible for long periods after firing, are now available in real time via the AQS monitors and displayed in the control room on the surface. The software can model and predict air flow and gas levels downstream from each AQS based on real time gas readings throughout the mine. This provides additional information to enable educated decisions to be made in relation to equipment management, temperature and various gas levels present in the mine and can be used to reduce re-entry times and increase productivity.
Auxiliary fans
Seventeen auxiliary fan sites were chosen for introduction into the VOD system. Auxiliary fan options considered are summarised in Table 1.
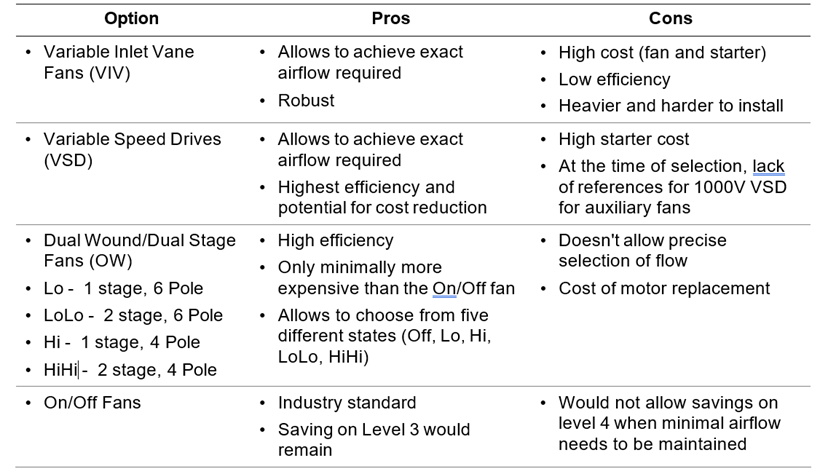
Table 1. Comparison of different fan types for VOD.
The dual wound/dual stage option was selected over full variable speed control due to lower cost, reliability and sufficient flexibility to achieve savings. The existing fans were sent away and retrofitted, with the existing motors rewound as dual speed motors to enable the fans to run at different speeds (4 pole -1500 rev/min and 6 pole - 1000 rev/min). The cast impellors were not altered and remained in the fans.
Regulators
Five automatic Clemcorp regulators were installed at key exhaust locations in the mine. The introduction of automated regulators into the ventilation system was primarily to improve air quality by ensuring the correct volume of air is removed off active levels, preventing heat and blast fumes re-entering the active work zones downstream through the primary circuit. Control over this infrastructure was considered a crucial component to improving work conditions and safety of personnel downstream.
When tagging and tracking is introduced into the VOD system, automated control over exhaust regulators will enable introduction of Level 4 and 5 control over the primary circuit to continue to improve air quality in worked zones while reducing power consumption.
Previous control system
The fans, sensors and regulators when first installed were connected to the network and the Supervisory Control and Data Acquisition (SCADA) system. This allowed the mine to monitor and control the equipment remotely. However, drawbacks with the SCADA system arose early on with delays in updating the system as it progressed and expanded due to the availability of qualified engineers to update the SCADA system as the mine changed and progressed.
Adding complex capabilities and flexibility was not practical or economically viable using a SCADA system. The mine decided to use a more flexible solution and Ventsim CONTROL was chosen as it provided greater ventilation control functionality at a lower cost. Importantly, the ventilation engineer could modify or update the system when required without the need to contact external specialised software developers.
Level 3 – Scheduling
Overview
Level 3 savings have been experienced using the scheduling tool in Ventsim CONTROL. Each auxiliary fan, when connected to the software, was configured to turn off for an hour during firing time at the start and end of each shift (twice a day).
Level 3 also allows supervisors to set selected exhaust regulators at specified flows that are maintained through automation. This would ensure that if changes are made in the system on other levels, it would not impact upon the active automated levels. It also ensures that if operators change louvre settings, this can be seen and rectified from the control room if needed.
Set-up
The Ventsim CONTROL set-up occurred over four months. The two most common bottlenecks were the server set-up and the PLC hardware automation programming.
Server set up and software installation
When beginning the VOD installation, Fosterville was required to set up two virtual servers. Once prepared, Howden Ventsim specialists were given remote access to install Ventsim CONTROL onto these servers. Completing this installation at the beginning enabled uninterrupted communication between the servers and underground installations throughout the entire process.
One server is used as a control server, sending commands to the underground equipment, reading sensors and all other background information. The control server needed to be able to communicate with the underground equipment. The other server is the human machine interface (HMI), allowing users to access, view and adjust the software. The HMI communicates with user's personal computers, allowing them to log in using remote desktop software.
Until the start of the commissioning, Ventsim CONTROL is set to read only, meaning that data can be read but equipment cannot be controlled. This prevents premature or unexpected control of underground fans, louvres and other ventilation controls.
PLC programming
The automation operated by programmable logic controllers (PLCs) must be controllable by three methods: communication with Ventsim CONTROL, the SCADA system and via local manual control. To ensure that the commands from each device do not clash with each other, some PLC programming was required. Additionally, any fail-safe in case of loss of communication with Ventsim CONTROL needed to be programmed into the PLC. The most common option in case of loss of communication is the 'bump less' option where the equipment is kept at the last recorded automated setting; however, for safety or operational reasons some applications may require the fan to ramp up to full speed if a loss of communication occurs.
Equipment configuration
To be able to communicate with the underground equipment, the following information at a minimum was required to be known to allow Ventsim CONTROL to read and write to the PLC:
- IP address: which indicates the address of the device on the network: example: Regulator 2050RL: 10.165.155.122
- Tags: which indicate where on the PLC the information is stored, example: Airflow: 40005
- Data type: which indicate the number format the information comes in, for example 'Integer'.
The different devices were added into Ventsim CONTROL with the appropriate tags. As the tags were added, the information received is checked to ensure it is accurate. Before commissioning, the system was tested to ensure the program could read all underground information.
Software modifications
Introduction of dual wound (DW) motors into underground auxiliary fans for underground mining was a new concept; however, the Ventsim CONTROL software was only designed to control variable speed drives (VSD) and variable inlet vane (VIV) fans. As a result, the software was reconfigured to enable separate control of each winding by recognising these fans as dual stage/dual wound fans with effectively four motors in each dual stage fan.
The safety of operators working on a fan while the fan is connected to the software was also considered. A maintenance button was added to the PLC on the fan starter which, when activated, prevented control of the fan so that operators installing duct or completing maintenance and repairs could do so safely.
Reference
Pinedo, J and Torres Espinoza, D, 2019. Implementation of Advanced Control Strategies Using Ventsim Control at San Julian Mine in Chihuahua, Mexico, in Proceedings of the 17th North American Mine Ventilation Symposium, pp 435- 441.