
Proving best practice gravity gold circuit design
The following article is an extract of a full conference paper from AusIMM’s Mill Operators Conference 2021.
Abstract
The development of the three-stage gravity recoverable gold test work and modelling, by the late André Laplante and the AMIRA P420 Gold Technology Group respectively, provided tools that have become the foundation of best practice design and operation of gravity gold circuits using batch centrifugal concentrators. Test work and modelling have enabled the design of predictable, low risk gravity gold circuits and facilitate continuous improvement.
Gekko Systems, in collaboration with Gold Fields Limited, were involved in the design of the Granny Smith and Gruyere gravity circuits in 2014 and 2015 respectively, and the design of the Agnew gravity circuit upgrade in 2012 and again in 2016. Gold Fields carried out mill and gravity surveys at each of the respective sites post-commissioning to establish baseline performance. Modelling of the survey data through the AMIRA P420 BCC Gravity Model generated recovery curves specific to the ore treated and the mill and gravity circuits being operated. This enabled both the variation in the recovery established during design, and opportunities to increase baseline recoveries to be verified.
Confirmed by surveying and modelling of the operating gravity circuits, the AMIRA P420 BCC Gravity Model was a robust tool in establishing the optimal gravity circuit configuration and capacity. In each case study, modelling of the operational gravity circuits indicated a mill discharge fed gravity circuit was the optimal configuration to maximise gravity recovery. This aligned with the outcomes from the design stage of modelling.
The gravity recovery estimates attained from the design modelling, however, did not reflect the gravity recoveries achieved in the plant. The design modelling of the Brownfields Granny Smith gravity circuit underestimated gravity recovery by 11 per cent. Design modelling of the greenfields Gruyere gravity circuit underestimated gravity recovery by 5.2 per cent. Remodelling of the GRG data applied during design with current mill operating data obtained from gravity circuit surveys identified that both the GRG data and the mill operating data can have a large influence on the position and shape of the modelled recovery curve. Given the accuracy of the model was validated repeatedly through modelling of surveyed data, where the Granny Smith, Agnew and Gruyere gravity circuit surveys resulted in a 3.2 per cent, 0.6 per cent and 1.0 per cent difference between the average plant gravity recovery and the modelled survey recovery, respectively, it was concluded that the gravity recovery discrepancies that exist between circuit design and real plant performance is a factor of the data that is applied during design.
This paper details the application of test work, modelling and performance monitoring of the Gold Fields greenfield, retrofitted and existing gravity gold circuits. The Gold Fields case studies compare the BCC Gravity Model predicted gold recoveries to those being achieved in plant operation. The paper highlights the capability of modelling in best practice gravity gold circuit design, and demonstrates its benefits, reliability and shortfalls.
Introduction
The accepted ideology of the 1990s was that a cyclone underflow fed gravity circuit was the optimal configuration, because cyclones acted as pre-concentrators for gold in a milling circulating load (CL). Gravity circuits were commonly designed to be fed with one third of the cyclone underflow stream, as this was known to correspond to a plateau in gold recovery with gravity effort. The grain size of the gravity recovery gold (GRG) in the ore was rarely considered. Despite the benefits of the AMIRA BCC Gravity Model being available since 2005, the cyclone underflow fed gravity circuit arrangement as an optimal configuration is still a preconceived design concept amongst gold processing metallurgists today.
Best practice gravity gold circuit design involves: liberation and recovery analysis of the GRG; modelling of the GRG test data using site specific milling and cyclone data where applicable; and the design of the circuit to fit with the plant and proprietor’s design and operating constraints.
Gold Fields Australia (Gold Fields), in collaboration with Gekko Systems (Gekko), has been applying best practice gravity circuit design in the installation of new and upgraded gravity circuits since 2014. The upfront recovery of GRG at Granny Smith was reassessed in 2014 due to an increase in head grade overloading the downstream carbon-in-pulp (CIP) and elution circuit. In 2015, a gravity survey was carried out at the Agnew processing plant to identify opportunities to optimise the existing gravity circuit. The survey outcomes, in conjunction with the associated costs of maintaining the two superseded KC-CD30 Knelson concentrators, identified an opportunity to increase the gravity effort. An increase in recovery capacity would also manage the frequent occurrence of head grade spikes. An upgrade to two KC-QS40 Knelson concentrators occurred in 2018. In 2015 GRG testing and modelling was carried out as part of the design for the Gruyere gravity circuit. The Gruyere gold processing plant was commissioned by Gold Fields and ACJV in 2019.
This paper aims to prove the reliability of best practice gravity gold circuit design. It details the application of modelling in both greenfield and brownfield gold processing plants, and plants with existing gravity circuits. Through the Granny Smith, Agnew and Gruyere case studies, the paper discusses the gravity surveys and analyses carried out post commissioning to justify best practice gravity gold circuit design.
Best practice gravity gold circuit design
The first stage of any circuit design involves test work to quantify the target mineral, understand the mineralogy, and determine how the ore responds to the process in question. In gravity gold circuit design using a batch centrifugal concentrator (BCC), an ore sample undergoes three stage GRG testing. The three stage GRG test is an industry standard procedure developed at McGill University (Laplante, Woodcock and Huang, 2001) and simulates gravity recovery via a BCC in a milling CL at 100 per cent recovery efficiency. The test provides three stages of GRG liberation and recovery data and quantifies the GRG content of an ore sample. However, this test alone does not provide an estimate of the gold recoveries achievable on a plant scale; a concept that is still frequently misinterpreted. Modelling of the test work data using site specific milling and classification data simulates gold recoveries with gravity effort and provides a reliable estimate of the gold recoverable via a BCC on a plant. It is the outcomes from the modelling by which gravity circuit design is based.
The AMIRA P420 BCC Gravity Model simulates gravity circuit gold recoveries based on real milling circuit performance and is therefore a powerful tool for determining optimum circuit configuration and optimum gravity effort during the initial design process. The model, originally developed by André Laplante, became available online in 2005 to sponsors of the AMIRA P420 Gold Processing Technology Project and is maintained by the Curtin University Gold Technology Group (February 2020, personal communication).
Brownfield operations – Granny Smith
The gravity recovery of sulfides in the tailings stream has been the primary focus of gravity gold recovery at Granny Smith. Ultrafine gold associated with sulfides is recovered via spiral concentrators, subjected to ultrafine grinding and fed back into the head of the leach circuit. The recovery of gravity gold within the milling circuit was re-evaluated at Granny Smith in 2014 due to an increase in head grade. With promising test work and modelling outcomes, a gravity circuit was retrofitted in the Granny Smith processing plant and commissioned in 2015.
Granny Smith design test work and modelling outcomes
Three stage GRG test work was carried out for amenability testing in 2014 by Gekko Systems Metallurgical Laboratory on a sample of Wallaby ore. The sample was obtained by cutting the SAG mill feed stream over one month to obtain a composite. The overall GRG content equated to 66 per cent and was classified as fine grained. To assess the effect of gravity feed configuration on gold recovery, the three stage GRG test results were modelled using the AMIRA P420 BCC Gravity Model. The BCC model was used to estimate gravity recoveries at increasing feed rate increments for various gravity circuit configurations. The 2014 modelling was carried out using the default cyclone partition data provided by the BCC model. The three main configurations considered included a gravity circuit fed from a split of: 1) cyclone feed; 2) cyclone underflow; and 3) mill discharge, with the gravity tails reporting back to the cyclone feed in each scenario. The modelled outcomes indicated at any given feed rate Figure 1 indicates a gravity circuit fed with mill discharge is capable of achieving the highest gold recovery. At 30 per cent to 50 per cent of the mill CL (280 to 470 t/h) a mill discharge fed configuration could recover 3.9 per cent to 5.3 per cent more gold than the preconceived optimal cyclone underflow fed configuration.
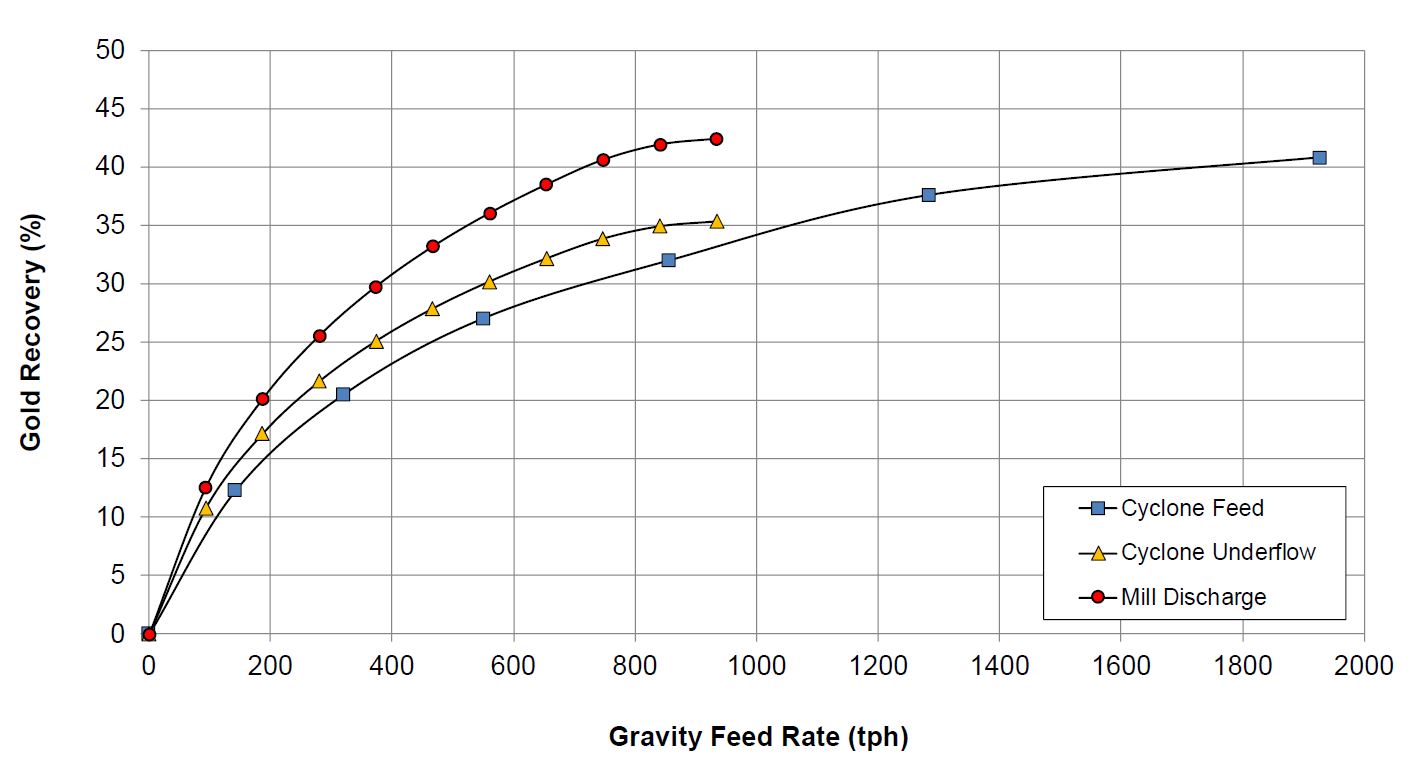
Figure 1.Granny Smith modelling outcomes comparing various gravity feed streams (2014).
The mill discharge stream has been found by Gekko Systems to be commonly modelled as the most optimal feed stream, particularly for operations treating ore containing fine grained GRG. In ores containing only very coarse GRG, which is a rare though fortunate occurrence, the variation in recoveries between each configuration is less pronounced. This effect is made evident in the following Agnew case study. The cyclone underflow stream despite being pre-concentrated via the cyclones, has the disadvantage of having lost fine GRG to the cyclone overflow stream. Thus, the gravity circuit is not even presented with the opportunity to recover this fine GRG which is an issue if the ore being treated contains predominantly fine GRG. Cyclone separation efficiency is critical for operations feeding their gravity circuits with cyclone underflow material to minimise fine GRG losses. The mill discharge stream alternatively has the benefit of containing freshly liberated and fine GRG. The cyclone feed stream is capable of exceeding gravity recoveries modelled for cyclone underflow as it contains the freshly liberated and fine GRG from mill discharge. However, the higher recoveries are only achieved at higher feed rates. This is due to the cyclone feed stream containing the highest solids flow rate and being diluted with gravity tails and incoming flows from various mill floor sumps.
Granny Smith gravity circuit design
To pursue a mill discharge fed gravity circuit at Granny Smith either the redesign or relocation of the cyclone feed hopper would have been required, as well as the installation of a dedicated gravity feed pump. Despite the model indicating a mill discharge fed configuration was optimal, due to footprint and height restrictions of the existing grinding circuit at Granny Smith in conjunction with budget constraints the gravity circuit was designed with a cyclone feed fed configuration.
Utilising the capacity of the existing cyclone feed pump, a split of cyclone feed is obtained from one of the cyclone feed outlets on the cyclone distributor. Slurry flows into a gravity distribution box which splits the cyclone feed material between two gravity trains. Each train consists of a horizontal vibrating screen and KC-QS40 Knelson concentrator. The undersize from each gravity screen feeds its respective concentrator. The gravity gold concentrate produced from each concentrator discharges into the concentrate feed cone of a Gekko ILR. The gravity screen oversize and concentrator tails streams converge at a boiler box to discharge back into the cyclone feed hopper.
The design feed rate was established using the AMIRA P420 BCC Gravity Model to simulate gold recoveries at different gravity throughput rates. The mill water balance constrained the gravity circuit capacity to 500 t/h, and the capacity of the existing cyclone feed pump further restricted the gravity feed rate to 360 t/h. To facilitate opportunities for upgrade the circuit was ultimately sized with a 500 t/h capacity. With this design, the BCC model indicated an achievable gravity gold recovery of 26 per cent.
Granny Smith gravity circuit performance
The Granny Smith gravity circuit was commissioned mid-2015 and was able to achieve a feed rate of 425 t/h on the existing cyclone feed pump. Operation of the gravity circuit resulted in the downstream CIP circuit being immediately alleviated. The average gold grade to leach feed decreased from 5.3 g/t (SD = 2.8 g/t), to 3.4 g/t (SD = 2.1 g/t), and the average plant recovery increased by 0.7 per cent (D’Uva, Robinson and Bell, 2016).
A gravity survey was carried out in 2016 to verify the expected recoveries determined from the 2014 design modelling. This survey was conducted prior to any gravity optimisation work being carried out, thus also serving to provide baseline performance data. Three stage GRG test work and modelling were carried out on the SAG discharge material obtained from the gravity survey, which was equivalent to fresh mill feed. The test work indicated the SAG discharge material had a GRG content of 62 per cent and was classified as medium grained. Modelling of the survey data to determine the optimal gravity circuit configuration aligned with the design modelling outcomes, with a mill discharge fed circuit being the optimal configuration. Although, there was less variation in the modelled recoveries at any given feed rate between each configuration compared to the design modelling. The recovery simulations for a cyclone feed fed configuration in Figure 2 indicated that the cyclone fed gravity circuit, given a feed rate of 425 t/h, could achieve a gold recovery of 38.2 per cent. The modelled recovery aligned with the 35 per cent average gravity gold recovery being achieved on-site at the time. The slightly higher modelled recovery is indicative of opportunities to increase gravity recovery through optimisation.
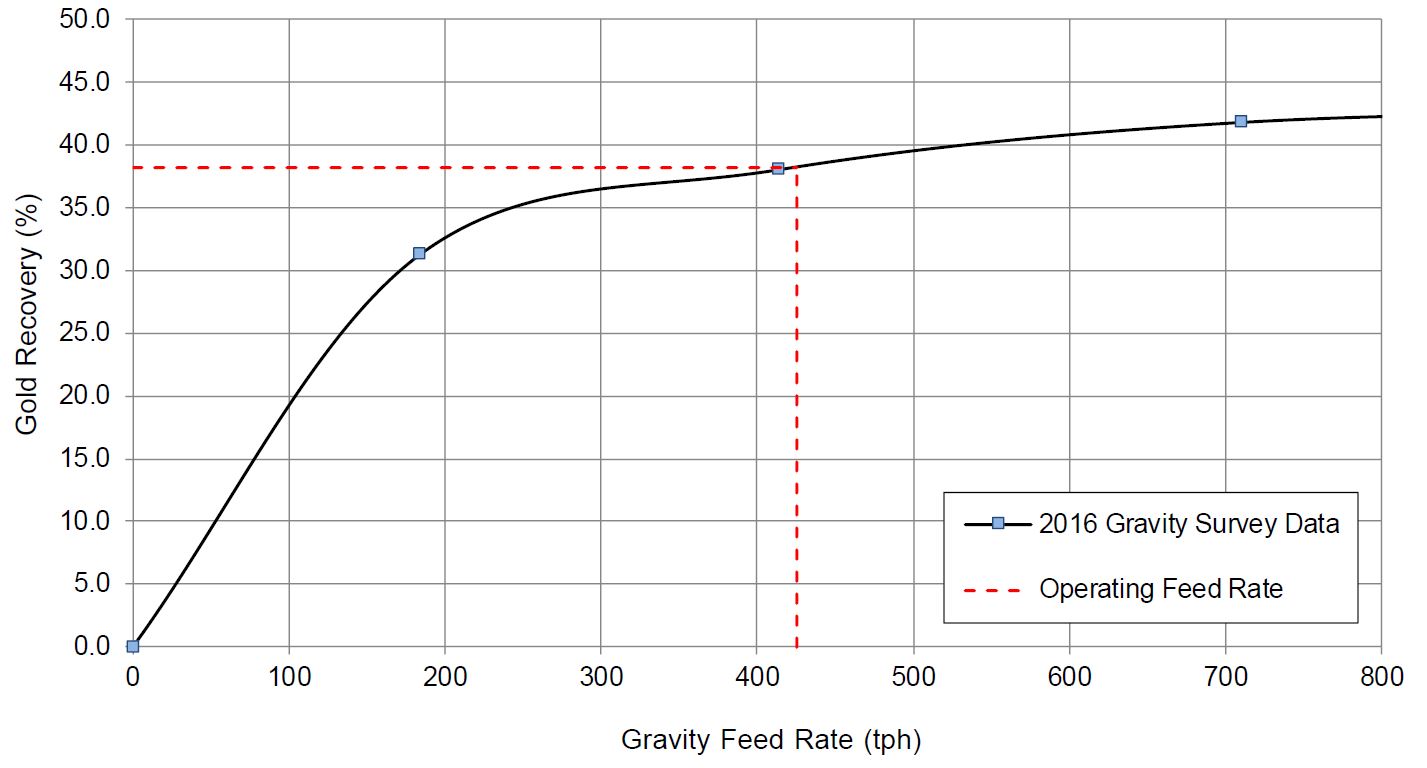
Figure 2. Granny Smith 2016 gravity survey modelled recovery curve.
Granny Smith design validation
The 2014 design modelling did not accurately predict gravity gold recovery at Granny Smith, underestimating the achievable recovery by 11 per cent. At a gravity feed rate of 425 t/h, the 2014 modelled gravity recovery corresponded to 24 per cent. Given a consistent feed, the cyclone performance in a grinding circuit would be considered as having the most significant influence on gravity recovery (Grewel, Van Kleen and McAllister, 2009). Thus, it was initially assumed that the discrepancies between the 2014 and 2016 modelled recoveries may have been attributed to the use of default cyclone partition data being used during the design stage instead of real plant data (D’Uva, Robinson and Bell, 2016). However, further investigation identified that the default data used was coincidentally comparable to the performance of the cyclones at Granny Smith. The Plitt cyclone parameters calculated by the model using the input mill CL of 267 per cent resulted in a particle separation sharpness of 0.84 and a gold separation sharpness of 0.32. The 2016 cyclone survey data resulted in particle separation sharpness of 1.16 and gold separation sharpness of 0.43. Application of either of these cyclone partition parameters in modelling yielded comparable recovery curves.
A reassessment of the modelling identified the three stage GRG results from the 2014 design modelling and the 2016 gravity survey were inconsistent. The mill feed sample obtained from the gravity survey, despite having a comparable GRG content to the 2014 test work of 62 per cent, contained GRG that was classified as being medium grained. The circulating load of GRG increases with the grain size, thus the opportunity for gold to be recovered to gravity is also increased. Due to the discrepancy in the coarseness of the GRG, the 11 per cent underestimation in gravity gold recovery from the 2014 design modelling is now understood to be attributed to a difference in mill feed or unrepresentative sampling. To verify this the 2014 three stage GRG data was remodelled applying the mill and cyclone partition data derived from the 2016 Granny Smith gravity survey. The resulting recovery curve is compared to the recovery curves obtained from the 2014 design modelling and 2016 survey modelling in Figure 3. Modelling of a cyclone feed fed gravity circuit using the 2014 GRG data and 2016 operating data indicated an achievable gravity recovery of 26 per cent at a gravity feed rate of 425 t/h. This was comparable to the 24 per cent recovery estimate from the 2014 design modelling, indicating that the use of default mill and cyclone partition data was not a major contributing factor for the lower recovery estimate. The only variable between the 2016 survey modelling, and the remodelling of the 2014 design data was the three stage GRG results. This verifies that the apparent inaccuracy of the design modelling was due to either a change in mill feed or unrepresentative sampling.
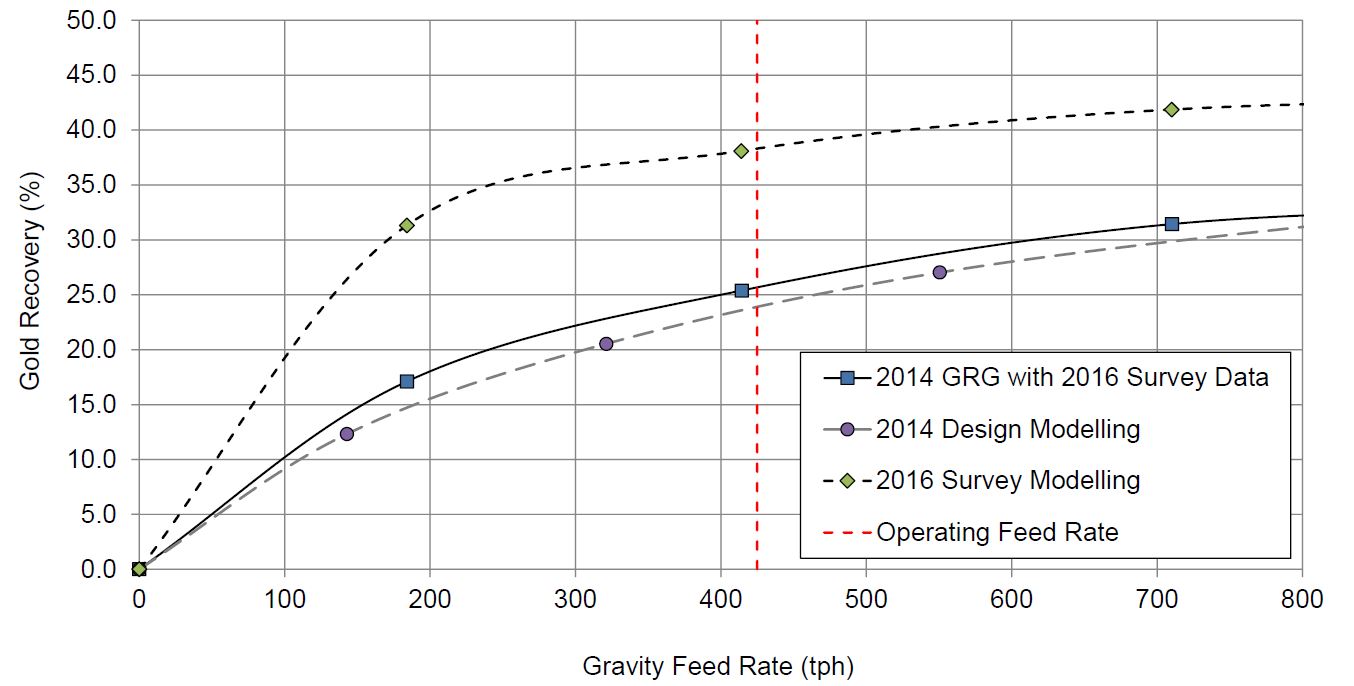
Figure 3. Remodel of 2014 three stage GRG results with 2016 survey plant data.
Overall, the gravity gold recovery at Granny Smith aligned with the modelling outcomes from the 2016 gravity survey, validating the accuracy of the BCC Gravity Model. Investigations into the apparent shortfalls from the design modelling highlighted that the BCC Model is only as accurate as the data used.
This is an extract of a full conference paper from AusIMM’s Mill Operators Conference 2021. Download the full paper via AusIMM’s Digital Library here.
References
Laplante, A R, Woodcock, F., and Huang, L, 2001. Laboratory procedure to characterize gravity recoverable gold, Society for Mining, Metallurgy and Exploration, Inc. Transactions 2001, Volume 308, 53–59.
D’Uva, L, Robinson, J, Bell, T, 2006. Defying Gravity – Brownfield Continuous Improvement, in13th AusIMM Mill Operators Conference 2016, (The Australasian Institute of Mining and Metallurgy: Melbourne)
Grewel, I, Van Kleen, M, McAllister, S, 2009. Gravity Recovery of Gold from Within Grinding Circuits, in Recent Advances in Mineral Processing Plant Design 2009, (SME: Colarado USA)